1. ຫຼັກການໂຄງສ້າງທີ່ແຕກຕ່າງກັນ
ຫຼັກການການອອກແບບຂອງທັງສອງແບບແມ່ນແຕກຕ່າງກັນ, ເຮັດໃຫ້ໂຄງສ້າງທີ່ແຕກຕ່າງກັນສໍາລັບການຮັບປະກັນການ synchronization ທັງສອງດ້ານຂອງ slider ງໍ. ເຄື່ອງບິດແກນ torsion ໃຊ້ແກນ torsion ເພື່ອເຊື່ອມຕໍ່ rods swing ຊ້າຍແລະຂວາເພື່ອສ້າງເປັນແກນ torsion ບັງຄັບໃຫ້ກົນໄກ synchronization ຍ້າຍຂຶ້ນແລະລົງຂອງ cylinders ທັງສອງດ້ານ, ສະນັ້ນ torsion axis synchronization ເຄື່ອງ bending ເປັນວິທີການ synchronization ບັງຄັບກົນຈັກ. , ແລະການຂະຫນານຂອງ slider ບໍ່ສາມາດກວດສອບອັດຕະໂນມັດການໄກ່ເກ່ຍອັດຕະໂນມັດ.
ເຄື່ອງ bending synchronous electro-hydraulic ແມ່ນການຕິດຕັ້ງຂະຫນາດແມ່ເຫຼັກ (optical) ໃນ slider ແລະແຜ່ນຝາ. ລະບົບການຄວບຄຸມຕົວເລກສາມາດວິເຄາະ synchronization ຂອງທັງສອງດ້ານຂອງ slider ໂດຍຜ່ານຂໍ້ມູນຄໍາຄຶດຄໍາເຫັນຂອງຂະຫນາດແມ່ເຫຼັກ (optical) ໄດ້ທຸກເວລາ. ຖ້າມີຂໍ້ຜິດພາດ, ລະບົບຄວບຄຸມຕົວເລກຈະປັບຜ່ານປ່ຽງ servo electro-hydraulic ອັດຕາສ່ວນເພື່ອ synchronize ເສັ້ນເລືອດຕັນໃນທັງສອງດ້ານຂອງ slider. ລະບົບການຄວບຄຸມຕົວເລກ, ກຸ່ມປ່ຽງຄວບຄຸມລະບົບໄຮໂດຼລິກແລະຂະຫນາດແມ່ເຫຼັກປະກອບເປັນຄໍາຄຶດຄໍາເຫັນຄວບຄຸມວົງປິດຂອງເຄື່ອງບິດ synchronous electro-hydraulic.

2. ຄວາມຊັດເຈນ
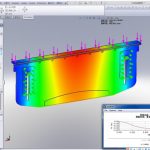
ຂະຫນານຂອງ slider ກໍານົດມຸມຂອງ workpiece ໄດ້. ເຄື່ອງໂຄ້ງ synchronous axis axis ຮັກສາການ synchronization ຂອງ slider, ໂດຍບໍ່ມີການຕອບສະຫນອງຄວາມຜິດພາດໃນເວລາທີ່ແທ້ຈິງ, ແລະເຄື່ອງຈັກເອງບໍ່ສາມາດປັບອັດຕະໂນມັດ. ນອກຈາກນັ້ນ, ຄວາມສາມາດໃນການໂຫຼດບາງສ່ວນຂອງມັນແມ່ນບໍ່ດີ (ເຄື່ອງບິດຂອງແກນ torsion synchronous ໃຊ້ແກນ torsion ເພື່ອບັງຄັບໃຫ້ກົນໄກ synchronization ຍ້າຍກະບອກສູບທັງສອງດ້ານຂຶ້ນແລະລົງ. ຖ້າການໂຫຼດບາງສ່ວນໃນໄລຍະຍາວຈະເຮັດໃຫ້ແກນ torsion ຜິດປົກກະຕິ. .), ເຄື່ອງ electro-hydraulic synchronous bending ເປັນລະບົບໂດຍຜ່ານໄຟຟ້າອັດຕາສ່ວນ. ກຸ່ມປ່ຽງຂອງແຫຼວຄວບຄຸມການຊິງຄ໌ຕົວເລື່ອນ, ແລະຂະໜາດແມ່ເຫຼັກ (ທາງແສງ) ສະໜອງການຕອບສະໜອງຄວາມຜິດພາດໃນເວລາຈິງ. ຖ້າມີຄວາມຜິດພາດ, ລະບົບຈະປັບຜ່ານປ່ຽງອັດຕາສ່ວນເພື່ອຮັກສາການ synchronization ຂອງ slider ໄດ້.
3. ຄວາມໄວ
ມີສອງຈຸດໃນການເຮັດວຽກຂອງເຄື່ອງທີ່ກໍານົດຄວາມໄວແລ່ນຂອງມັນ: (1) ຄວາມໄວເລື່ອນ, (2) ຄວາມໄວ backgauge, (3) ຂັ້ນຕອນການງໍ.
ເຄື່ອງໂຄ້ງ synchronous axis axis ໃຊ້ກະບອກ 6: 1 ຫຼື 8: 1, ເຊິ່ງຊ້າ, ໃນຂະນະທີ່ເຄື່ອງບິດ synchronous electro-hydraulic ໃຊ້ cylinder 13: 1 ຫຼື 15: 1, ເຊິ່ງໄວ. ດັ່ງນັ້ນ, ຄວາມໄວລົງໄວແລະຄວາມໄວກັບຄືນຂອງເຄື່ອງໂຄ້ງ synchronous electro-hydraulic ແມ່ນສູງກວ່າເຄື່ອງບິດ synchronous torsion ຫຼາຍ.
ເມື່ອຕົວເລື່ອນຂອງເຄື່ອງໂຄ້ງ synchronous ແກນ torsion ເຄື່ອນຍ້າຍໄປຂ້າງລຸ່ມ, ເຖິງແມ່ນວ່າຄວາມໄວມີຫນ້າທີ່ຂອງໄວລົງແລະຊ້າລົງ, ຄວາມໄວລົງແລະກັບຄືນໄວແມ່ນພຽງແຕ່ 80mm / s, ແລະການສະຫຼັບໄວແລະຊ້າແມ່ນບໍ່ກ້ຽງ. ຄວາມໄວແລ່ນຂອງ backgauge ພຽງແຕ່ 100mm / s.
ຖ້າ workpiece ຕ້ອງໄດ້ຮັບການງໍໃນຫຼາຍຂັ້ນຕອນ, ແຕ່ລະຂະບວນການຂອງແກນ torsion synchronous bending machine ຕ້ອງໄດ້ຮັບການກໍານົດແຍກຕ່າງຫາກ, ແລະຂະບວນການປຸງແຕ່ງແມ່ນ cumbersome ຫຼາຍ. ຢ່າງໃດກໍ່ຕາມ, ເຄື່ອງ synchronous electro-hydraulic ສາມາດກໍານົດແລະປະຫຍັດຂະບວນການຂອງແຕ່ລະຂັ້ນຕອນໂດຍຜ່ານຄອມພິວເຕີ, ແລະສາມາດດໍາເນີນການຢ່າງຕໍ່ເນື່ອງ, ເຊິ່ງຊ່ວຍປັບປຸງຄວາມໄວຂອງຂັ້ນຕອນການງໍຢ່າງຫຼວງຫຼາຍແລະເພີ່ມປະສິດທິພາບການເຮັດວຽກ.
ໃນເວລາທີ່ slider ຂອງເຄື່ອງໂຄ້ງ electro-hydraulic synchronous ລົງ, ຄວາມໄວມີຫນ້າທີ່ຂອງໄວແລະຊ້າລົງ. ຄວາມໄວລົງແລະກັບຄືນໄວສາມາດບັນລຸ 200mm / s, ແລະການແປງໄວແລະຊ້າແມ່ນກ້ຽງ, ເຊິ່ງສາມາດປັບປຸງປະສິດທິພາບການຜະລິດຢ່າງຫຼວງຫຼາຍ. ໃນເວລາດຽວກັນ, ຄວາມໄວແລ່ນຂອງ backgauge ບັນລຸ 300mm / s.
4. ຄວາມເຂັ້ມແຂງ
ເນື່ອງຈາກວ່າການອອກແບບຂອງຕົນເອງ, ເຄື່ອງບິດ synchronous torsion ບໍ່ສາມາດງໍພາຍໃຕ້ການໂຫຼດ eccentric. ຖ້າມັນງໍພາຍໃຕ້ການໂຫຼດ eccentric ເປັນເວລາດົນນານ, ມັນຈະເຮັດໃຫ້ shaft torsion deform. ເຄື່ອງໂຄ້ງ CNC synchronous electro-hydraulic ບໍ່ມີບັນຫາດັ່ງກ່າວ. ແກນ Y1 ແລະ Y2 ຢູ່ດ້ານຊ້າຍແລະຂວາເຮັດວຽກເປັນເອກະລາດ, ດັ່ງນັ້ນມັນສາມາດງໍພາຍໃຕ້ການໂຫຼດບາງສ່ວນ. ປະສິດທິພາບການເຮັດວຽກຂອງເຄື່ອງໂຄ້ງ synchronous electro-hydraulic ສາມາດທຽບເທົ່າກັບສອງຫາສາມເຄື່ອງບິດແກນ synchronous.
ຜະລິດຕະພັນທີ່ກ່ຽວຂ້ອງ
 ຫຼັກການການເຮັດວຽກແລະອົງປະກອບຂອງ CNC Press Brake Bending Machine
ຫຼັກການການເຮັດວຽກແລະອົງປະກອບຂອງ CNC Press Brake Bending Machine- ເປັນຫຍັງຕ້ອງເພີ່ມລະບົບການຊົດເຊີຍໃຫ້ກັບເຄື່ອງຈັກເບກກົດ
- ການປຽບທຽບແລະການຄັດເລືອກຂອງ Press Brake ລະບົບ CNC
- 4 ຂັ້ນຕອນທີ່ຈະຮູ້ຈັກລະບົບ E21 ຂອງ CNC Sheet Metal Bender
- ວິທີການເຮັດໃຫ້ການຊົດເຊີຍ Deflection ສໍາລັບ CNC Sheet Bender ໂລຫະ
- ຂາຍດີທີ່ສຸດຂອງກອງປະຊຸມ hydraulic ຄວາມກົດດັນ hydraulic press hydraulic press ton hydraulic
- ຈີນ 40 Ton Press Brake
- ກົດລະບຽບການເຮັດວຽກທີ່ປອດໄພຂອງເຄື່ອງກົດພະລັງງານໄຮໂດຼລິກ
- WILA ການແກ້ໄຂປະສິດທິພາບຂອງແຜ່ນເຫຼັກຂະຫນາດກາງແລະຫນາ
- ຄວາມລົ້ມເຫຼວຂອງກົນຈັກທົ່ວໄປແລະການບໍາລຸງຮັກສາເຄື່ອງຈັກເບກກົດ