ເຄື່ອງໂຄ້ງ CNC ເປັນອຸປະກອນທີ່ສໍາຄັນໃນການປຸງແຕ່ງໂລຫະແຜ່ນ, ແລະຄວາມຖືກຕ້ອງຂອງການເຮັດວຽກຂອງມັນມີຜົນກະທົບໂດຍກົງຕໍ່ຄວາມຖືກຕ້ອງຂອງແຜ່ນເຫຼັກ. ໃນຂະບວນການ bending ຂອງ workpiece ໄດ້, ເຄື່ອງຫ້າມລໍ້ກົດແມ່ນຂຶ້ນກັບຜົນບັງຄັບໃຊ້ທີ່ຍິ່ງໃຫຍ່ທີ່ສຸດທັງສອງສົ້ນຂອງ slider, ແລະຜົນບັງຄັບໃຊ້ຕິກິຣິຍາໃນລະຫວ່າງການງໍຂອງແຜ່ນເຮັດໃຫ້ concave deformation ໃນດ້ານຕ່ໍາຂອງ slider ໄດ້. ການປ່ຽນແປງຮູບແບບຂອງພາກກາງຂອງ slider ແມ່ນທີ່ໃຫຍ່ທີ່ສຸດ, ແລະມຸມໂຄ້ງສຸດທ້າຍຂອງ workpiece ໄດ້ຂະຫນາດແຕກຕ່າງກັນໃນທົ່ວຄວາມຍາວທັງຫມົດ.
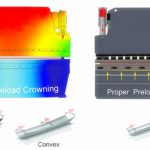
Workbench-ການປ່ຽນຮູບແບບການໂຫຼດເຕັມ


ເພື່ອລົບລ້າງຜົນກະທົບທາງລົບທີ່ເກີດຈາກການຜິດປົກກະຕິຂອງ slider, ມັນເປັນສິ່ງຈໍາເປັນທີ່ຈະຊົດເຊີຍການຜິດປົກກະຕິ deflection ຂອງ slider. ວິທີການຊົດເຊີຍປົກກະຕິປະກອບມີການຊົດເຊີຍໄຮໂດຼລິກແລະການຊົດເຊີຍກົນຈັກ, ທັງສອງເຮັດໃຫ້ກາງຂອງຕາຕະລາງເຮັດວຽກຜະລິດການຜິດປົກກະຕິ elastic upward ເພື່ອຊົດເຊີຍການຜິດປົກກະຕິຂອງສະໄລ້ເຄື່ອງມືເຄື່ອງຈັກຮັບປະກັນຄວາມຖືກຕ້ອງຂອງພື້ນຜິວຮ່ວມກັນ machining ແລະປັບປຸງຄວາມຖືກຕ້ອງຂອງ workpiece ໄດ້.


ຕາຕະລາງການວິເຄາະປັດໄຈຄວາມປອດໄພຂອງແມ່ພິມ

ສອງວິທີການຊົດເຊີຍ
1. ການຊົດເຊີຍລະບົບໄຮໂດຼລິກ
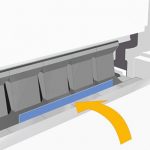
ກົນໄກການຊົດເຊີຍ deflection ອັດຕະໂນມັດໄຮໂດຼລິກຂອງ workbench ແມ່ນປະກອບດ້ວຍກຸ່ມຂອງກະບອກນ້ໍາມັນທີ່ຕິດຕັ້ງຢູ່ໃນ workbench ຕ່ໍາ. ຕໍາແຫນ່ງແລະຂະຫນາດຂອງແຕ່ລະກະບອກການຊົດເຊີຍໄດ້ຖືກອອກແບບຕາມເສັ້ນໂຄ້ງການຊົດເຊີຍ deflection ຂອງ slider ແລະ workbench finite ການວິເຄາະອົງປະກອບ. ການຊົດເຊີຍໄຮໂດຼລິກແມ່ນການຊົດເຊີຍ bulge ຂອງສະບັບທີ່ເປັນກາງທີ່ໄດ້ຮັບຮູ້ໂດຍຜ່ານການຍ້າຍພີ່ນ້ອງລະຫວ່າງຫນ້າ, ກາງ, ແລະຫລັງສາມແຜ່ນຕັ້ງ. ຫຼັກການແມ່ນເພື່ອຮັບຮູ້ bulge ໂດຍຜ່ານການ deformation elastic ຂອງແຜ່ນເຫຼັກຕົວມັນເອງ, ສະນັ້ນຈໍານວນການຊົດເຊີຍສາມາດໄດ້ຮັບການປັບພາຍໃນຂອບເຂດ elastic ຂອງຕາຕະລາງເຮັດວຽກ.

2. ຄ່າຊົດເຊີຍກົນຈັກ
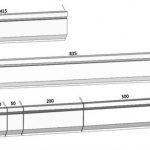
ການຊົດເຊີຍກົນຈັກແມ່ນປະກອບດ້ວຍຊຸດຂອງ wedges oblique protruding ກັບຫນ້າດິນ inclined, ແລະແຕ່ລະ wedge protruding ໄດ້ຖືກອອກແບບຕາມເສັ້ນໂຄ້ງ deflection ຂອງ slider ແລະຕາຕະລາງການເຮັດວຽກໂດຍອີງໃສ່ການວິເຄາະອົງປະກອບ finite. ລະບົບການຄວບຄຸມຕົວເລກຄິດໄລ່ຈໍານວນການຊົດເຊີຍທີ່ຕ້ອງການອີງຕາມການບັງຄັບໃຊ້ການໂຫຼດໃນເວລາທີ່ workpiece ແມ່ນງໍ (ຜົນບັງຄັບໃຊ້ນີ້ຈະເຮັດໃຫ້ deflection ແລະ deformation ຂອງ slider ແລະແຜ່ນຕັ້ງ worktable), ແລະອັດຕະໂນມັດການຄວບຄຸມການເຄື່ອນໄຫວພີ່ນ້ອງຂອງ wedges convex ປະສິດທິພາບ. ຊົດເຊີຍການຜິດປົກກະຕິຂອງ deflection ທີ່ຜະລິດໂດຍ sliding block ແລະແຜ່ນຕັ້ງຂອງ worktable ສາມາດໄດ້ຮັບ workpiece bending ທີ່ເຫມາະສົມ. ການຊົດເຊີຍ deflection ກົນຈັກແມ່ນໄດ້ຮັບຮູ້ໂດຍການຄວບຄຸມຕໍາແຫນ່ງເພື່ອບັນລຸ "pre-bumping". ຊຸດຂອງ wedges ປະກອບເປັນເສັ້ນໃນທິດທາງຄວາມຍາວຂອງຕາຕະລາງເຮັດວຽກ. ເສັ້ນໂຄ້ງທີ່ມີ deflection ດຽວກັນເຮັດໃຫ້ຊ່ອງຫວ່າງລະຫວ່າງ molds ເທິງແລະຕ່ໍາສອດຄ່ອງໃນລະຫວ່າງການງໍ, ຮັບປະກັນມຸມດຽວກັນຂອງ workpiece ງໍໃນທິດທາງຄວາມຍາວ.


ຜະລິດຕະພັນທີ່ກ່ຽວຂ້ອງ
 ຄວາມລົ້ມເຫຼວຂອງກົນຈັກທົ່ວໄປແລະການບໍາລຸງຮັກສາເຄື່ອງຈັກເບກກົດ
ຄວາມລົ້ມເຫຼວຂອງກົນຈັກທົ່ວໄປແລະການບໍາລຸງຮັກສາເຄື່ອງຈັກເບກກົດ- ຈີນກົດເບກເຄື່ອງບິດ Mold
- 4 ຂັ້ນຕອນທີ່ຈະຮູ້ຈັກລະບົບ E21 ຂອງ CNC Sheet Metal Bender
- Press Brake Crowning ແມ່ນຫຍັງ
- ວິທີການເລືອກ Tonnage ຂອງ Hydraulic Press Brake Machine
- Press Brake Dies ເຮັດມາຈາກຫຍັງ? Press Brake Tooling ແມ່ນຫຍັງ?
- ວິທີການເຮັດໃຫ້ການຊົດເຊີຍ Deflection ສໍາລັບ CNC Sheet Bender ໂລຫະ
- ໃຊ້ທັກສະຂອງເຄື່ອງບິດ CNC
- ເບກກົດໄຮໂດຼລິກມີຈັກປະເພດ
- ວິທີການເລືອກ CNC Hydraulic Press Brake Machine ທີ່ເຫມາະສົມ