ເຄື່ອງບິດໄຮໂດຼລິກ / ເບກກົດໄຮໂດຼລິກສາມາດແບ່ງອອກໄດ້ຕາມວິທີການ synchronization: ເຄື່ອງໄຮໂດຼລິກ synchronous torque bending machine, CNC press brake ແລະ electro-hydraulic cnc press brake ແລະສາມາດແບ່ງອອກເປັນປະເພດການເຄື່ອນໄຫວດັ່ງຕໍ່ໄປນີ້: ຂຶ້ນ - ສະແດງ, ລົງ - ສະແດງ. .
ກົດເບກເບກຮຽກຮ້ອງໃຫ້ມີວິທີການທີ່ແຕກຕ່າງກັນເພື່ອບັນລຸຜົນໄດ້ຮັບທີ່ຕ້ອງການ. ຈາກການປະກອບເປັນເສົາໄຟຟ້າພະລັງງານລົມກັບອົງປະກອບຂອງຕູ້ໄຟຟ້າທີ່ສັບສົນ, ເບກກົດເປັນເຄື່ອງມືທີ່ສໍາຄັນສໍາລັບ fabricator ແລະຮູ້ວ່າບໍ່ແມ່ນການໂຄ້ງທັງຫມົດຄືກັນແມ່ນກຸນແຈສໍາລັບການດໍາເນີນງານສົບຜົນສໍາເລັດຂອງພວກເຂົາ. ຄວາມເຂົ້າໃຈກ່ຽວກັບຂະບວນການ, ເຄື່ອງມືແລະວັດສະດຸ (ຍ້ອນວ່າໂລຫະທັງຫມົດທີ່ຖືກງໍຈະຕອບສະຫນອງແຕກຕ່າງກັນກັບແຕ່ລະຂະບວນການບິດ) ແມ່ນສໍາຄັນຕໍ່ການໄດ້ຮັບຊິ້ນສ່ວນທີ່ຖືກຕ້ອງຢ່າງໄວວາແລະຊ້ໍາຊ້ອນ.
ໄຮໂດຼລິກ Synchronous torque bending machine/ hydraulic synchronous torque press brake

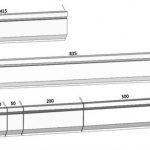
ກະບອກສູບຄູ່ຄວບຄຸມເລື່ອນຂຶ້ນ ແລະ ລົງ
synchronization ແຮງບິດກົນຈັກ
ເບກກົດ CNC ແລະເບກກົດ electro-hydraulic


CNC Press Brakes: ເບກປະເພດເຫຼົ່ານີ້ມີຄວາມແມ່ນຍໍາສູງສຸດແລະຄວາມສາມາດໃນການປັບແຕ່ງ, ນໍາໃຊ້ເຕັກໂນໂລຢີຄອມພິວເຕີເພື່ອຄວບຄຸມຄວາມຖືກຕ້ອງແລະເພີ່ມປະສິດທິພາບ. ເມື່ອໃຊ້ເຄື່ອງກົດເບກ CNC, ຂໍ້ມູນເຊັ່ນ: ມຸມໂຄ້ງ, ຄວາມຫນາຂອງແຜ່ນ, ຄວາມກວ້າງ, ແລະຊັ້ນຮຽນແມ່ນເຂົ້າໄປໃນຕົວຄວບຄຸມໂດຍຜູ້ປະຕິບັດການທີ່ໄດ້ຮັບການຝຶກອົບຮົມແລະເບກສາມາດຈັດການສ່ວນທີ່ເຫຼືອໄດ້ງ່າຍ.
ວິທີການຄິດໄລ່ໂຕນເບກກົດ

ໃນລະຫວ່າງການຂະບວນການບິດ, ຜົນບັງຄັບໃຊ້ລະຫວ່າງການເສຍຊີວິດເທິງແລະຕ່ໍາແມ່ນໃຊ້ກັບວັດສະດຸ, ເຮັດໃຫ້ວັດສະດຸ undergo ການຜິດປົກກະຕິຂອງພາດສະຕິກ. tonnage ທີ່ເຮັດວຽກຫມາຍເຖິງຄວາມກົດດັນເກີນເວລາທີ່ສຽງຖືກພັບ. ປັດໃຈທີ່ມີອິດທິພົນຕໍ່ການກໍານົດໂຕນທີ່ເຮັດວຽກແມ່ນ: ເສັ້ນຜ່າສູນກາງຂອງແຜ່ນເຫຼັກ, ວິທີການບິດ, ອັດຕາສ່ວນການຕາຍ, ຄວາມຍາວຂອງສອກ, ຄວາມຫນາແລະຄວາມເຂັ້ມແຂງຂອງວັດສະດຸໂຄ້ງ, ແລະອື່ນໆ.
ກົດເບກກອບເປັນຈໍານວນການຄິດໄລ່ tonnage ແມ່ນຂ້ອນຂ້າງງ່າຍ. ເຄັດລັບແມ່ນການຮູ້ບ່ອນທີ່, ເວລາ, ແລະວິທີການນໍາໃຊ້ພວກມັນ. ໃຫ້ເລີ່ມຕົ້ນດ້ວຍການຄິດໄລ່ tonnage, ເຊິ່ງແມ່ນອີງໃສ່ຈຸດທີ່ຜົນຜະລິດຖືກແຍກຢູ່ໃນວັດສະດຸແລະການບິດຕົວຈິງເລີ່ມຕົ້ນ. ສູດແມ່ນອີງໃສ່ເຫຼັກມ້ວນເຢັນ AISI 1035 ທີ່ມີຄວາມແຮງ tensile 60,000-PSI. ນັ້ນແມ່ນວັດສະດຸພື້ນຖານຂອງພວກເຮົາ. ສູດພື້ນຖານມີດັ່ງນີ້:

P: ແຮງບິດ (kn)
S: ຄວາມຫນາຂອງແຜ່ນ (ມມ)
L: ຄວາມກວ້າງຂອງແຜ່ນ (m)
V: ຄວາມກວ້າງຂອງຊ່ອງສຽບດ້ານລຸ່ມ (ມມ)

ຕົວຢ່າງ 1:
S = 4mm L = 1000mm V = 32mm, ຊອກຫາຕາຕະລາງແລະໄດ້ຮັບ P = 330kN
2. ຕາຕະລາງນີ້ຖືກຄິດໄລ່ບົນພື້ນຖານຂອງວັດສະດຸທີ່ມີຄວາມເຂັ້ມແຂງ Оb=450N/mm2. ໃນເວລາທີ່ bending ວັດສະດຸທີ່ແຕກຕ່າງກັນອື່ນໆ, ຄວາມກົດດັນ bending ແມ່ນຜະລິດຕະພັນຂອງຂໍ້ມູນໃນຕາຕະລາງແລະຕົວຄູນດັ່ງຕໍ່ໄປນີ້;
Bronze (ອ່ອນ): 0.5; ສະແຕນເລດ: 1.5; ອາລູມິນຽມ (ອ່ອນ): 0.5; chromium molybdenum steel: 2.0.
ສູດການຄິດໄລ່ໂດຍປະມານສໍາລັບຄວາມກົດດັນຂອງການງໍ: P = 650s2L / 1000v
ຂະຫນາດຂອງໂຄ້ງນ້ອຍທີ່ສຸດ:
A. Sngle ພັບ / ງໍ :


B. Bending /folidng Z


ຕົວຢ່າງ 2:
ຄວາມຫນາຂອງແຜ່ນ S=4mm, width L=3m, ob=450N/mm2
ໂດຍທົ່ວໄປຄວາມກວ້າງຂອງຊ່ອງ V=S*8 ດັ່ງນັ້ນ P=650423/4*8=975(KN)= 99.5 (ໂຕນ)
ຜົນໄດ້ຮັບແມ່ນໃກ້ຊິດກັບຂໍ້ມູນໃນຕາຕະລາງແຮງບິດ.
ດັ່ງທີ່ເຈົ້າສາມາດເຫັນໄດ້, ວິທີທີ 1 ເພື່ອຄິດໄລ່ປະລິມານເບກກົດແມ່ນອີງໃສ່ວັດສະດຸເຫຼັກອ່ອນໆ.
ຈະເປັນແນວໃດຖ້າວັດສະດຸແມ່ນສະແຕນເລດ, ອາລູມິນຽມຫຼືທອງເຫຼືອງ?
ມັນງ່າຍດາຍ, ຄູນຜົນໄດ້ຮັບທີ່ຄິດໄລ່ໂດຍສູດຂ້າງເທິງໂດຍຄ່າສໍາປະສິດໃນຕາຕະລາງຕໍ່ໄປນີ້:
| ວັດສະດຸ | ຄ່າສໍາປະສິດ |
| ເຫຼັກອ່ອນ | 1 |
| ສະແຕນເລດ | 1.6 |
| ອາລູມີນຽມ | 0.65 |
| ທອງເຫຼືອງ | 0.5 |
ຜະລິດຕະພັນທີ່ກ່ຽວຂ້ອງ
 ຈີນກົດເບກເຄື່ອງບິດ Mold
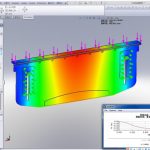
ຈີນກົດເບກເຄື່ອງບິດ Mold- ເປັນຫຍັງຕ້ອງເພີ່ມລະບົບການຊົດເຊີຍໃຫ້ກັບເຄື່ອງຈັກເບກກົດ
- ຄວາມລົ້ມເຫຼວຂອງກົນຈັກທົ່ວໄປແລະການບໍາລຸງຮັກສາເຄື່ອງຈັກເບກກົດ
- ວິທີການເລືອກ Die ທີ່ເຫມາະສົມຂອງ Press Brake Bending Machine
- ຫຼັກການການເຮັດວຽກແລະອົງປະກອບຂອງ CNC Press Brake Bending Machine
- ຄູ່ມືສຸດທ້າຍຂອງເຄື່ອງຈັກເບກໂລຫະປີ 2021
- 4 ຂັ້ນຕອນທີ່ຈະຮູ້ຈັກລະບົບ E21 ຂອງ CNC Sheet Metal Bender
- ຈີນ 40 Ton Press Brake
- Press Brake Dies ເຮັດມາຈາກຫຍັງ? Press Brake Tooling ແມ່ນຫຍັງ?
- ຄວາມຜິດທົ່ວໄປແລະວິທີການແກ້ໄຂບັນຫາຂອງ 100t ສີ່ຄໍລໍາກົດໄຮໂດຼລິກ