ເພື່ອລົບລ້າງຜົນກະທົບທາງລົບທີ່ເກີດຈາກການຜິດປົກກະຕິຂອງ slider, ມັນຈໍາເປັນຕ້ອງໄດ້ຊົດເຊີຍການຜິດປົກກະຕິ deflection ຂອງ slider. ວິທີການຊົດເຊີຍດັ່ງລຸ່ມນີ້:
1. ການຊົດເຊີຍລະບົບໄຮໂດຼລິກ
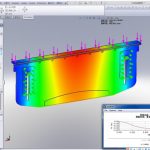
ກົນໄກການຊົດເຊີຍ deflection ອັດຕະໂນມັດໄຮໂດຼລິກຂອງ workbench ແມ່ນປະກອບດ້ວຍກຸ່ມຂອງກະບອກນ້ໍາມັນທີ່ຕິດຕັ້ງຢູ່ໃນ workbench ຕ່ໍາ. ຕໍາແຫນ່ງແລະຂະຫນາດຂອງແຕ່ລະກະບອກການຊົດເຊີຍໄດ້ຖືກອອກແບບຕາມເສັ້ນໂຄ້ງການຊົດເຊີຍ deflection ຂອງ slider ແລະ workbench finite ການວິເຄາະອົງປະກອບ.
ການຊົດເຊີຍ bulge ໄຮໂດຼລິກຂອງສະບັບທີ່ເປັນກາງແມ່ນຮັບຮູ້ໂດຍຜ່ານການຍ້າຍພີ່ນ້ອງລະຫວ່າງຫນ້າ, ກາງແລະຫລັງສາມແຜ່ນຕັ້ງ. ຫຼັກການແມ່ນເພື່ອຮັບຮູ້ bulge ໂດຍຜ່ານການ deformation elastic ຂອງແຜ່ນເຫຼັກຕົວມັນເອງ, ສະນັ້ນການຊົດເຊີຍສາມາດໄດ້ຮັບການຮັບຮູ້ພາຍໃນຂອບເຂດ elastic ຂອງຕາຕະລາງການປັບ.

2. ວິທີການຕາຕະລາງການຊົດເຊີຍກົນຈັກ
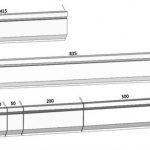
wedges protruding ແມ່ນປະກອບດ້ວຍຊຸດຂອງ wedges oblique protruding ມີຫນ້າດິນ inclined. ແຕ່ລະ wedges protruding ໄດ້ຖືກອອກແບບຕາມເສັ້ນໂຄ້ງ deflection ຂອງຕັນ sliding ແລະຕາຕະລາງເຮັດວຽກໂດຍການວິເຄາະອົງປະກອບ finite.
ລະບົບການຄວບຄຸມຕົວເລກຄິດໄລ່ຈໍານວນການຊົດເຊີຍທີ່ຕ້ອງການຕາມການໂຫຼດໃນເວລາທີ່ workpiece ແມ່ນງໍ (ຜົນບັງຄັບໃຊ້ນີ້ຈະເຮັດໃຫ້ deflection ແລະ deformation ຂອງ slider ແລະ worktable ແຜ່ນຕັ້ງ), ແລະອັດຕະໂນມັດການຄວບຄຸມການເຄື່ອນໄຫວພີ່ນ້ອງຂອງ wedge convex ໄດ້. ດ້ວຍເຫດນີ້, ມັນສາມາດຊົດເຊີຍການຜິດປົກກະຕິຂອງ deflection ທີ່ຜະລິດໂດຍ sliding block ແລະແຜ່ນຕັ້ງຂອງຕາຕະລາງເຮັດວຽກ, ແລະສາມາດໄດ້ຮັບ workpiece ໂຄ້ງທີ່ເຫມາະສົມ.
ການຊົດເຊີຍ deflection ກົນຈັກແມ່ນຮັບຮູ້ໂດຍການຄວບຄຸມຕໍາແຫນ່ງຂອງ "pre-protrusion", ແລະຊຸດຂອງ wedges ໄດ້ຖືກສ້າງຕັ້ງຂຶ້ນໃນທິດທາງຄວາມຍາວຂອງ worktable ໄດ້. ເສັ້ນໂຄ້ງທີ່ມີ deflection ຕົວຈິງດຽວກັນເຮັດໃຫ້ຊ່ອງຫວ່າງລະຫວ່າງ molds ເທິງແລະຕ່ໍາສອດຄ່ອງໃນລະຫວ່າງການງໍ, ຮັບປະກັນມຸມດຽວກັນຂອງ workpiece ງໍໃນທິດທາງຄວາມຍາວ.

ຂໍ້ໄດ້ປຽບຂອງການຊົດເຊີຍກົນຈັກ
1) ການຊົດເຊີຍກົນຈັກສາມາດໄດ້ຮັບຄ່າຊົດເຊີຍການ deflection ທີ່ຖືກຕ້ອງຕາມຄວາມຍາວເຕັມຂອງຕາຕະລາງເຮັດວຽກ. ການຊົດເຊີຍການເສື່ອມໂຊມຂອງກົນຈັກມີຄວາມຫມັ້ນຄົງໃນໄລຍະຍາວ, ຫຼຸດຜ່ອນຄວາມຖີ່ຂອງການບໍາລຸງຮັກສາຂອງການຊົດເຊີຍໄຮໂດຼລິກ (ເຊັ່ນການຮົ່ວໄຫຼຂອງນ້ໍາມັນ), ແລະບໍ່ມີການບໍາລຸງຮັກສາຕະຫຼອດຊີວິດຂອງເຄື່ອງມືເຄື່ອງຈັກ.
2) ເນື່ອງຈາກວ່າການຊົດເຊີຍການ deflection ກົນຈັກມີຈຸດຊົດເຊີຍຫຼາຍ, ເບກໂລຫະແຜ່ນ CNC ສາມາດບັນລຸການຊົດເຊີຍເສັ້ນໃນເວລາທີ່ງໍ workpiece ໃນຂະນະທີ່ເຮັດວຽກແລະສາມາດປັບປຸງຜົນກະທົບຂອງງໍຂອງ workpiece ໄດ້.
3) ການຊົດເຊີຍກົນຈັກໃຊ້ potentiometer ເພື່ອວັດແທກຕໍາແຫນ່ງຂອງສັນຍານກັບຄືນ. ໃນຖານະເປັນແກນຄວບຄຸມຕົວເລກ, ມັນຮັບຮູ້ການຄວບຄຸມດິຈິຕອນແລະເຮັດໃຫ້ມູນຄ່າການຊົດເຊີຍທີ່ຖືກຕ້ອງຫຼາຍຂຶ້ນ.
ຜະລິດຕະພັນທີ່ກ່ຽວຂ້ອງ
 ເປັນຫຍັງຕ້ອງເພີ່ມລະບົບການຊົດເຊີຍໃຫ້ກັບເຄື່ອງຈັກເບກກົດ
ເປັນຫຍັງຕ້ອງເພີ່ມລະບົບການຊົດເຊີຍໃຫ້ກັບເຄື່ອງຈັກເບກກົດ- ເບກກົດໄຮໂດລິກສໍາລັບສະແຕນເລດ
- ຄວາມລົ້ມເຫຼວຂອງກົນຈັກທົ່ວໄປແລະການບໍາລຸງຮັກສາເຄື່ອງຈັກເບກກົດ
- ຄວາມຜິດທົ່ວໄປແລະວິທີການແກ້ໄຂບັນຫາຂອງ 100t ສີ່ຄໍລໍາກົດໄຮໂດຼລິກ
- Hydraulic Tandem Press Brake
- Electro-hydraulic synchronous VS torsion axis synchronous CNC ເຄື່ອງບິດ
- DA66T CNC Hydraulic Press Brake Machine
- IPG Closed Type Board 4KW Fiber Laser Metal Cutting Machine
- ຈີນກົດເບກເຄື່ອງບິດ Mold
- ເບກກົດໄຮໂດຼລິກມີຈັກປະເພດ