ໃນຊຸມປີມໍ່ໆມານີ້, ເຄື່ອງບິດເບກໂລຫະໄດ້ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນອຸດສາຫະກໍາຕ່າງໆ, ແລະລະດັບການປຸງແຕ່ງຂອງເຄື່ອງຈັກເບກໄດ້ຖືກຂະຫຍາຍອອກໄປ. ຢ່າງໃດກໍ່ຕາມ, ຍັງບໍ່ທັນມີການສົນທະນາທີ່ເປັນລະບົບກ່ຽວກັບການຄິດໄລ່ແຮງບິດ. ໃນປັດຈຸບັນ, ມີປະມານສອງປະເພດຂອງສູດການຄິດໄລ່ຜົນບັງຄັບໃຊ້ໂຄ້ງທີ່ແນະນໍາໃນຄູ່ມືຂອງຜູ້ຜະລິດເຄື່ອງຫ້າມລໍ້ກົດດັນຕ່າງໆ.
![]()
P - ແຮງບິດ, KN;
S - ຄວາມຫນາຂອງແຜ່ນ, mm;
l - ຄວາມຍາວຂອງແຜ່ນເຫຼັກ, m;
V - ຄວາມກວ້າງຂອງການເປີດຕາຍຕ່ໍາ, mm;
σb - ຄວາມທົນທານຂອງວັດສະດຸ, MPa.
ຕາຕະລາງພາລາມິເຕີແຮງບິດທີ່ແນະນໍາໂດຍຜູ້ຜະລິດຍັງຖືກຄິດໄລ່ຕາມສູດຂ້າງເທິງ.
ຂະບວນການທີ່ມາແລະຂອບເຂດການນໍາໃຊ້ຂອງສູດການຄິດໄລ່ແຮງບິດ
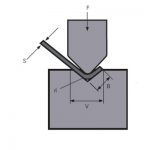
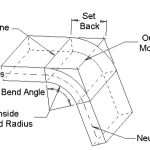
ຮູບທີ 1 ແມ່ນແຜນວາດ schematic ຂອງການເຮັດວຽກໃນລະຫວ່າງການບິດແຜ່ນ. ຕໍ່ໄປນີ້ອະທິບາຍເຖິງຂະບວນການທີ່ມາຈາກສູດການຄິດໄລ່ຜົນບັງຄັບໃຊ້ງໍ ແລະສອງເງື່ອນໄຂພາລາມິເຕີເພີ່ມເຕີມ. ຫນ້າທໍາອິດ, ມີຄໍາແນະນໍາດັ່ງກ່າວໃນຄູ່ມືຜະລິດຕະພັນ. ໃນການງໍຟຣີ, ຄວາມກວ້າງຂອງການຕັດຕ່ໍາ V ໄດ້ຄັດເລືອກແມ່ນ 8 ຫາ 10 ເທົ່າຂອງຄວາມຫນາຂອງແຜ່ນ S. ໃນທີ່ນີ້ພວກເຮົາເອົາອັດຕາສ່ວນຮູບພາບ.

ຮູບທີ 1 ແຜນວາດແຜນຜັງການງໍ
P - ແຮງບິດ
S - ຄວາມຫນາຂອງແຜ່ນ
V - ຄວາມກວ້າງຂອງການເປີດຕາຍຕ່ໍາ
r - ລັດສະໝີພາຍໃນເມື່ອແຜ່ນແມ່ນງໍ
K - ຄວາມກວ້າງຂອງການຄາດຄະເນແນວນອນຂອງເຂດການຜິດປົກກະຕິຂອງໂຄ້ງ![]() =9
=9
ອັນທີສອງ, ຜູ້ຜະລິດລາຍຊື່ຄ່າທີ່ສອດຄ້ອງກັນຂອງຄວາມກວ້າງຂອງແຜ່ນ V ແລະເສັ້ນຜ່າສູນກາງພາຍໃນ r ຂອງແຜ່ນເຫຼັກໃນຕາຕະລາງຕົວກໍານົດການບັງຄັບ. ໂດຍທົ່ວໄປແລ້ວ r=(0.16~0.17)V. ທີ່ນີ້, ອັດຕາສ່ວນຂອງເສັ້ນຜ່າກາງຫາຄວາມກວ້າງ ![]() =0.16.
=0.16.
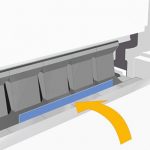
ໃນລະຫວ່າງການຂະບວນການງໍຂອງແຜ່ນໂລຫະ, ວັດສະດຸທີ່ຢູ່ໃນເຂດການຜິດປົກກະຕິແມ່ນຢູ່ໃນສະພາບທີ່ມີການປ່ຽນແປງຮູບແບບພາດສະຕິກສູງ, ແລະມັນງໍຢູ່ໃນມຸມປະມານເສັ້ນສູນກາງ. ຢູ່ດ້ານນອກຂອງເຂດໂຄ້ງ, ຮອຍແຕກຈຸນລະພາກອາດຈະປາກົດໃນບາງກໍລະນີ. ໃນສ່ວນຂ້າມຂອງເຂດການຜິດປົກກະຕິ, ຍົກເວັ້ນບໍລິເວນໃກ້ຄຽງຂອງຊັ້ນກາງ, ຄວາມກົດດັນໃນຈຸດອື່ນໆແມ່ນຢູ່ໃກ້ກັບຄວາມເຂັ້ມແຂງ tensile ຂອງວັດສະດຸ. ສ່ວນເທິງຂອງຊັ້ນກາງແມ່ນຖືກບີບອັດແລະສ່ວນຕ່ໍາແມ່ນຄວາມກົດດັນ. ຮູບທີ 2 ສະແດງແຜນວາດຄວາມຄຽດທີ່ສອດຄ້ອງກັນຢູ່ໃນເຂດການປ່ຽນຮູບ.

ຮູບທີ 2 ແຜນວາດຄວາມຄຽດ
S - ຄວາມຫນາຂອງແຜ່ນ
l - ຄວາມຍາວຂອງແຜ່ນເຫຼັກ
ປັດຈຸບັນງໍຢູ່ໃນພາກສ່ວນຂ້າມຂອງເຂດຜິດປົກກະຕິແມ່ນ:

ຊ່ວງເວລາງໍທີ່ເກີດຈາກແຮງບິດຂອງເຄື່ອງຈັກຢູ່ໃນເຂດການບິດເບືອນແມ່ນ (ເບິ່ງຮູບ 1):
![]()
ຈາກ![]()
![]()
ເມື່ອໃຊ້ແມ່ພິມທົ່ວໄປສໍາລັບການງໍຟຣີໃນເຄື່ອງບິດ, ແຜ່ນໂລຫະສ່ວນໃຫຍ່ຈະງໍ 90 °. ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບ 3. K ແມ່ນ:
![]()
ການທົດແທນ K ເຂົ້າໄປໃນສົມຜົນ (1), ພວກເຮົາໄດ້ຮັບ:

ຄວາມເຂັ້ມແຂງ tensile ຂອງວັດສະດຸທໍາມະດາ σb = 450N/mm2, ສູດການທົດແທນ (2) ເປັນ:
![]()
ມັນສາມາດເຫັນໄດ້ຈາກຂະບວນການທີ່ມາຈາກການທີ່ເມື່ອໃຊ້ສົມຜົນ (2) ຫຼືສົມຜົນ (3) ເພື່ອຄິດໄລ່ແຮງບິດ, ທັງສອງເພີ່ມເຕີມ.
ເງື່ອນໄຂພາລາມິເຕີທີ່ໄດ້ກ່າວມາຂ້າງເທິງຈໍາເປັນຕ້ອງໄດ້ບັນລຸໄດ້. ນັ້ນແມ່ນ, ອັດຕາສ່ວນ![]() =9, ອັດຕາສ່ວນເສັ້ນຜ່າກາງຫາຄວາມກວ້າງ
=9, ອັດຕາສ່ວນເສັ້ນຜ່າກາງຫາຄວາມກວ້າງ![]() =0.16, ຖ້າບໍ່ດັ່ງນັ້ນມັນຈະເຮັດໃຫ້ເກີດຄວາມຜິດພາດໃຫຍ່.
=0.16, ຖ້າບໍ່ດັ່ງນັ້ນມັນຈະເຮັດໃຫ້ເກີດຄວາມຜິດພາດໃຫຍ່.

ຮູບທີ່ 3 ບິດຟຣີ
S - ຄວາມຫນາຂອງແຜ່ນ
r - ລັດສະໝີພາຍໃນເມື່ອແຜ່ນແມ່ນງໍ
K - ຄວາມກວ້າງຂອງການຄາດຄະເນແນວນອນຂອງເຂດການຜິດປົກກະຕິຂອງໂຄ້ງ
ວິທີການແລະຂັ້ນຕອນໃຫມ່ສໍາລັບການຄິດໄລ່ແຮງບິດ
ເນື່ອງຈາກຄວາມຕ້ອງການຂອງການອອກແບບຫຼືຂະບວນການ, ບາງຄັ້ງມັນກໍ່ເປັນການຍາກທີ່ຈະຕອບສະຫນອງຄວາມຕ້ອງການເພີ່ມເຕີມສອງຢ່າງຂ້າງເທິງໃນເວລາດຽວກັນ. ໃນເວລານີ້, ສູດການຄິດໄລ່ທີ່ແນະນໍາບໍ່ຄວນຖືກນໍາໃຊ້ເພື່ອຄິດໄລ່ແຮງບິດ, ແຕ່ຄວນດໍາເນີນການຕາມຂັ້ນຕອນຕໍ່ໄປນີ້.
(1) ອີງຕາມຄວາມຫນາຂອງແຜ່ນ S, radius bending r, ແລະເປີດຕາຍຕ່ໍາ V, width to thickness ratio ແລະເສັ້ນຜ່າສູນກາງກັບ width ອັດຕາສ່ວນແມ່ນຄິດໄລ່ຕາມລໍາດັບ.
(2) ການຄິດໄລ່ຄວາມກວ້າງຂອງການຄາດຄະເນຂອງເຂດຜິດປົກກະຕິຕາມການປ່ຽນແປງຂອງແຜ່ນໄດ້.
(3) ໃຊ້ສູດ (1) ເພື່ອຄິດໄລ່ແຮງບິດ.
ໃນຂະບວນການຄິດໄລ່, ຄວາມແຕກຕ່າງຂອງ radius ໂຄ້ງແລະການປ່ຽນແປງຂອງເຂດ deformation ທີ່ສອດຄ້ອງກັນໄດ້ຖືກພິຈາລະນາ. ແຮງບິດທີ່ຄິດໄລ່ຈາກນີ້ແມ່ນຖືກຕ້ອງແລະເຊື່ອຖືໄດ້ຫຼາຍກ່ວາຜົນໄດ້ຮັບທີ່ຄິດໄລ່ໂດຍສູດທີ່ແນະນໍາຕາມປົກກະຕິ. ຕອນນີ້ໃຫ້ຕົວຢ່າງເພື່ອຍົກຕົວຢ່າງ, ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບທີ 4.

ຮູບທີ 4 ວິທີການຄິດໄລ່ໃຫມ່
ເປັນທີ່ຮູ້ຈັກ: ຄວາມຫນາຂອງແຜ່ນ S = 6mm, ຄວາມຍາວແຜ່ນ l = 4m, radius ໂຄ້ງ r = 16mm, ຄວາມກວ້າງຂອງແຜ່ນຕ່ໍາ V = 50mm, ແລະຄວາມເຂັ້ມແຂງ tensile ວັດສະດຸ σb = 450N / mm2. ຊອກຫາແຮງບິດທີ່ຕ້ອງການສໍາລັບການງໍຟຣີ.
ທຳອິດ, ຊອກຫາອັດຕາສ່ວນ ແລະ ເສັ້ນຜ່າສູນກາງ-ຄວາມກວ້າງ:
![]()
ອັນທີສອງ, ຄິດໄລ່ຄວາມກວ້າງການຄາດຄະເນຂອງເຂດການຜິດປົກກະຕິ:

ສຸດທ້າຍ, ໃຊ້ສົມຜົນ (1) ເພື່ອຊອກຫາແຮງບິດ:
![]()
ຖ້າສູດທີ່ແນະນໍາປົກກະຕິຖືກນໍາໃຊ້ເພື່ອຄິດໄລ່ແຮງບິດ:
![]()
ຈາກ ![]() = 1.5, ສາມາດເຫັນໄດ້ວ່າຄວາມແຕກຕ່າງລະຫວ່າງສອງແມ່ນ 1.5 ເທົ່າ. ເຫດຜົນສໍາລັບຄວາມຜິດພາດນີ້ແມ່ນວ່າລັດສະໝີຂອງການງໍໃນຕົວຢ່າງນີ້ແມ່ນຂ້ອນຂ້າງໃຫຍ່, ແລະພື້ນທີ່ການຜິດປົກກະຕິທີ່ສອດຄ້ອງກັນແມ່ນເພີ່ມຂຶ້ນ, ດັ່ງນັ້ນຈຶ່ງຕ້ອງການແຮງບິດຫຼາຍກວ່າເກົ່າໃນລະຫວ່າງການບິດ. ໃນຕົວຢ່າງນີ້, ອັດຕາສ່ວນເສັ້ນຜ່າກາງຫາຄວາມກວ້າງ = 0.32, ເຊິ່ງໄດ້ເກີນເງື່ອນໄຂເພີ່ມເຕີມຂອງພາລາມິເຕີທີ່ແນະນໍາຂ້າງເທິງ. ມັນແນ່ນອນບໍ່ເຫມາະສົມທີ່ຈະໃຊ້ສູດທີ່ແນະນໍາຕາມປົກກະຕິເພື່ອຄິດໄລ່ແຮງບິດ. ທ່ານສາມາດເບິ່ງຂໍ້ໄດ້ປຽບຂອງວິທີການຄິດໄລ່ໃຫມ່ຈາກຕົວຢ່າງນີ້.
= 1.5, ສາມາດເຫັນໄດ້ວ່າຄວາມແຕກຕ່າງລະຫວ່າງສອງແມ່ນ 1.5 ເທົ່າ. ເຫດຜົນສໍາລັບຄວາມຜິດພາດນີ້ແມ່ນວ່າລັດສະໝີຂອງການງໍໃນຕົວຢ່າງນີ້ແມ່ນຂ້ອນຂ້າງໃຫຍ່, ແລະພື້ນທີ່ການຜິດປົກກະຕິທີ່ສອດຄ້ອງກັນແມ່ນເພີ່ມຂຶ້ນ, ດັ່ງນັ້ນຈຶ່ງຕ້ອງການແຮງບິດຫຼາຍກວ່າເກົ່າໃນລະຫວ່າງການບິດ. ໃນຕົວຢ່າງນີ້, ອັດຕາສ່ວນເສັ້ນຜ່າກາງຫາຄວາມກວ້າງ = 0.32, ເຊິ່ງໄດ້ເກີນເງື່ອນໄຂເພີ່ມເຕີມຂອງພາລາມິເຕີທີ່ແນະນໍາຂ້າງເທິງ. ມັນແນ່ນອນບໍ່ເຫມາະສົມທີ່ຈະໃຊ້ສູດທີ່ແນະນໍາຕາມປົກກະຕິເພື່ອຄິດໄລ່ແຮງບິດ. ທ່ານສາມາດເບິ່ງຂໍ້ໄດ້ປຽບຂອງວິທີການຄິດໄລ່ໃຫມ່ຈາກຕົວຢ່າງນີ້.
ສະຫຼຸບ
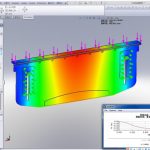
ຂັ້ນຕອນແລະສູດການຄິດໄລ່ແຮງບິດທີ່ແນະນໍາໃນທີ່ນີ້ແມ່ນບໍ່ພຽງແຕ່ໃຊ້ກັບມຸມໂຄ້ງຂອງໂລຫະແຜ່ນເທົ່ານັ້ນ, ແຕ່ຍັງໃຊ້ກັບການໂຄ້ງຂອງເສັ້ນໂຄ້ງ (ເວົ້າຢ່າງເຂັ້ມງວດ, ມັນຄວນຈະເອີ້ນວ່າມຸມໂຄ້ງທີ່ມີລັດສະໝີໂຄ້ງຂະຫນາດໃຫຍ່ພິເສດ). ມັນຄວນຈະຊີ້ໃຫ້ເຫັນວ່າຮູບຮ່າງຂອງ mold ແມ່ນພິເສດໃນເວລາທີ່ແຜ່ນແມ່ນງໍເຂົ້າໄປໃນຮູບຮ່າງຂອງ arc. ເມື່ອຄິດໄລ່ການຄາດຄະເນຂອງເຂດການຜິດປົກກະຕິ, ມັນຕ້ອງຖືກຄິດໄລ່ຕາມຕົວກໍານົດການເຕັກໂນໂລຢີທີ່ກໍານົດໄວ້ໃນຂະບວນການເຕັກໂນໂລຢີ, ເຊິ່ງບໍ່ສາມາດສະແດງອອກໂດຍສູດງ່າຍໆ.
ເມື່ອອອກແບບແມ່ພິມຮູບໂຄ້ງ, ການນໍາໃຊ້ວິທີການແນະນໍາໃນບົດຄວາມນີ້ເພື່ອຄິດໄລ່ແຮງບິດ, ຜົນໄດ້ຮັບທີ່ຫນ້າພໍໃຈສາມາດໄດ້ຮັບ.
ຜະລິດຕະພັນທີ່ກ່ຽວຂ້ອງ
 ວິທີການເລືອກ Die ທີ່ເຫມາະສົມຂອງ Press Brake Bending Machine
ວິທີການເລືອກ Die ທີ່ເຫມາະສົມຂອງ Press Brake Bending Machine- ວິທີການເລືອກ Tonnage ຂອງ Hydraulic Press Brake Machine
- ເປັນຫຍັງຕ້ອງເພີ່ມລະບົບການຊົດເຊີຍໃຫ້ກັບເຄື່ອງຈັກເບກກົດ
- WILA ການແກ້ໄຂປະສິດທິພາບຂອງແຜ່ນເຫຼັກຂະຫນາດກາງແລະຫນາ
- ໃຊ້ທັກສະຂອງເຄື່ອງບິດ CNC
- ຂໍ້ດີຂອງ Fiber Lasers ສໍາລັບການ Permeability ໃນອະນາຄົດຂອງຕົນໃນອຸດສາຫະກໍາຊັ້ນນໍາ
- ລໍາດັບ Bending ທໍາມະດາແລະການນໍາໃຊ້ປະຈໍາວັນສະເພາະຂອງ Mold ເຄື່ອງບິດ
- Canton Fair
- Press Brake Crowning ແມ່ນຫຍັງ
- ວິທີການຄິດໄລ່ເງິນບິດສໍາລັບເບກກົດຂອງທ່ານ