ລໍາດັບການໂຄ້ງທໍາມະດາ
1. ດ້ານສັ້ນກ່ອນ ແລະດ້ານຍາວກ່ອນ: ໂດຍທົ່ວໄປແລ້ວ, ເມື່ອທັງສີ່ດ້ານຖືກງໍ, ພັບດ້ານສັ້ນກ່ອນແລ້ວດ້ານຍາວແມ່ນເປັນປະໂຫຍດຕໍ່ການປຸງແຕ່ງຂອງຊິ້ນວຽກແລະການປະກອບຂອງແມ່ພິມທີ່ງໍ.
2. Peripheral ທໍາອິດແລະຫຼັງຈາກນັ້ນກາງ: ພາຍໃຕ້ສະຖານະການປົກກະຕິ, ມັນມັກຈະເລີ່ມຕົ້ນຈາກ periphery ຂອງ workpiece ໄດ້ແລະພັບໄປຫາສູນກາງຂອງ workpiece ໄດ້.
3. ບາງສ່ວນທໍາອິດ, ຫຼັງຈາກນັ້ນທັງຫມົດ: ຖ້າມີບາງໂຄງສ້າງພາຍໃນຫຼືພາຍນອກຂອງ workpiece ທີ່ແຕກຕ່າງຈາກໂຄງສ້າງທີ່ງໍອື່ນໆ, ໂດຍທົ່ວໄປໂຄງສ້າງເຫຼົ່ານີ້ຈະງໍກ່ອນແລະຫຼັງຈາກນັ້ນພາກສ່ວນອື່ນໆ.
4. ພິຈາລະນາສະຖານະການແຊກແຊງແລະຈັດລໍາດັບການງໍຢ່າງສົມເຫດສົມຜົນ: ລໍາດັບງໍບໍ່ຄົງທີ່, ແລະລໍາດັບການປຸງແຕ່ງຄວນໄດ້ຮັບການປັບຕາມຄວາມເຫມາະສົມຕາມຮູບຮ່າງຂອງງໍຫຼືອຸປະສັກໃນ workpiece ໄດ້.

ສະເພາະການນໍາໃຊ້ປະຈໍາວັນຂອງ mold ເຄື່ອງ bending
1. ເປີດໄຟຂອງເຄື່ອງເບຣກກົດ, ປ່ຽນປຸ່ມກົດ, ກົດປຸ່ມປໍ້ານໍ້າມັນເລີ່ມ, ປັ໊ມນໍ້າມັນເຄື່ອງເບຣກເລີ່ມຫມຸນ, ແລະເຄື່ອງຍັງບໍ່ທັນໄດ້ເລີ່ມເຮັດວຽກ.
2. ການປັບຕົວຂອງເສັ້ນເລືອດຕັນໃນຮຽກຮ້ອງໃຫ້ມີການດໍາເນີນການທົດລອງໃນເວລາທີ່ mold ເຄື່ອງໂຄ້ງໄດ້ຖືກເລີ່ມຕົ້ນຢ່າງເປັນທາງການ. ໃນເວລາທີ່ການເສຍຊີວິດເທິງຂອງເຄື່ອງໂຄ້ງລົງໄປຫາລຸ່ມ, ຕ້ອງມີຊ່ອງຫວ່າງຂອງຄວາມຫນາຂອງແຜ່ນ. ຖ້າບໍ່ດັ່ງນັ້ນມັນຈະເຮັດໃຫ້ເກີດຄວາມເສຍຫາຍຕໍ່ mold ແລະເຄື່ອງຈັກ. ການປັບຕົວຂອງເສັ້ນເລືອດຕັນໃນຍັງມີການປັບໄວໄຟຟ້າແລະການປັບປັບດ້ວຍມື.
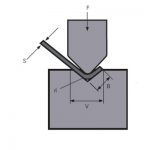
3. ສໍາລັບການຄັດເລືອກຂອງ notch ຂອງ mold ເຄື່ອງ bending ໄດ້, ເປັນ notch ຂອງ 8 ເວລາ width ຂອງຄວາມຫນາແຜ່ນແມ່ນເລືອກໂດຍທົ່ວໄປ. ຖ້າທ່ານງໍແຜ່ນ 4 ມມ, ທ່ານຈໍາເປັນຕ້ອງເລືອກຊ່ອງໃສ່ປະມານ 32.

4. ກວດເບິ່ງການຊ້ອນກັນແລະຄວາມແຫນ້ນຫນາຂອງ molds ເທິງແລະຕ່ໍາຂອງເຄື່ອງໂຄ້ງ; ກວດເບິ່ງວ່າອຸປະກອນການຈັດຕໍາແຫນ່ງຕອບສະຫນອງຄວາມຕ້ອງການຂອງການປຸງແຕ່ງ. ເລື້ອຍໆກວດເບິ່ງການຊ້ອນກັນຂອງ molds ເທິງແລະຕ່ໍາ; ບໍ່ວ່າຄໍາແນະນໍາຂອງເຄື່ອງວັດແທກຄວາມກົດດັນແມ່ນປະຕິບັດຕາມກົດລະບຽບ.
5. ໃນເວລາທີ່ແຜ່ນແມ່ນງໍ, ມັນຕ້ອງໄດ້ຮັບການຫນາແຫນ້ນເພື່ອປ້ອງກັນບໍ່ໃຫ້ແຜ່ນຈາກການຍົກແລະທໍາຮ້າຍຜູ້ປະຕິບັດການໃນລະຫວ່າງການງໍ.
6. ການສະຫນອງພະລັງງານຕ້ອງໄດ້ຮັບການຕັດອອກໃນເວລາທີ່ປັບແຜ່ນໂລຫະແຜ່ນ, ແລະການດໍາເນີນງານຄວນໄດ້ຮັບການຢຸດເຊົາ.
7. ໃນເວລາທີ່ມີການປ່ຽນແປງການເປີດຂອງຕາຍຕ່ໍາຂອງເຄື່ອງບິດຕົວແປ, ບໍ່ມີອຸປະກອນການອະນຸຍາດໃຫ້ຕິດຕໍ່ກັບຕາຍຕ່ໍາ.
8. ຫ້າມບໍ່ໃຫ້ໃຊ້ເຄື່ອງບິດງໍ dies ເພື່ອງໍແຜ່ນເຫຼັກຫນາຫຼືແຜ່ນເຫຼັກແຂງ, ເຫຼັກຊັ້ນສູງ, ເຫຼັກກ້າຮູບສີ່ຫລ່ຽມ, ແລະແຜ່ນທີ່ເກີນປະສິດທິພາບຂອງເຄື່ອງເຫຼັກແຜ່ນເຫຼັກເພື່ອຫຼີກເວັ້ນການເສຍຫາຍຂອງເຄື່ອງມືເຄື່ອງຈັກ. .
9. ປິດເຄື່ອງບິດ, ແລະວາງທ່ອນໄມ້ໃສ່ແມ່ພິມຕ່ໍາພາຍໃຕ້ກະບອກສູບທັງສອງດ້ານເພື່ອເຮັດໃຫ້ແຜ່ນສະໄລ້ເທິງຕ່ໍາລົງໃສ່ທ່ອນໄມ້. ອອກຈາກໂຄງການລະບົບການຄວບຄຸມກ່ອນ, ຫຼັງຈາກນັ້ນຕັດການສະຫນອງພະລັງງານ.

ຜະລິດຕະພັນທີ່ກ່ຽວຂ້ອງ
 ກົດລະບຽບການເຮັດວຽກທີ່ປອດໄພຂອງເຄື່ອງກົດພະລັງງານໄຮໂດຼລິກ
ກົດລະບຽບການເຮັດວຽກທີ່ປອດໄພຂອງເຄື່ອງກົດພະລັງງານໄຮໂດຼລິກ- ວິທີການເລືອກ Die ທີ່ເຫມາະສົມຂອງ Press Brake Bending Machine
- ໃຊ້ທັກສະຂອງເຄື່ອງບິດ CNC
- WILA ການແກ້ໄຂປະສິດທິພາບຂອງແຜ່ນເຫຼັກຂະຫນາດກາງແລະຫນາ
- ວິທີການເລືອກ Tonnage ຂອງ Hydraulic Press Brake Machine
- ຄວາມຜິດທົ່ວໄປແລະວິທີການແກ້ໄຂບັນຫາສໍາລັບການກົດໄຮໂດຼລິກສີ່ຄໍລໍາ
- ການສ້ອມແປງຄວາມລົ້ມເຫຼວທົ່ວໄປຂອງເຄື່ອງຂັດໄຮໂດຼລິກແລະການບໍາລຸງຮັກສາລະບົບວົງຈອນນ້ໍາມັນ
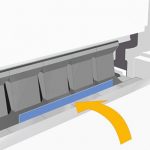
- ເປັນຫຍັງຕ້ອງເພີ່ມລະບົບການຊົດເຊີຍໃຫ້ກັບເຄື່ອງຈັກເບກກົດ
- Press Brake Crowning ແມ່ນຫຍັງ
- ວິທີການຄິດໄລ່ເງິນບິດສໍາລັບເບກກົດຂອງທ່ານ